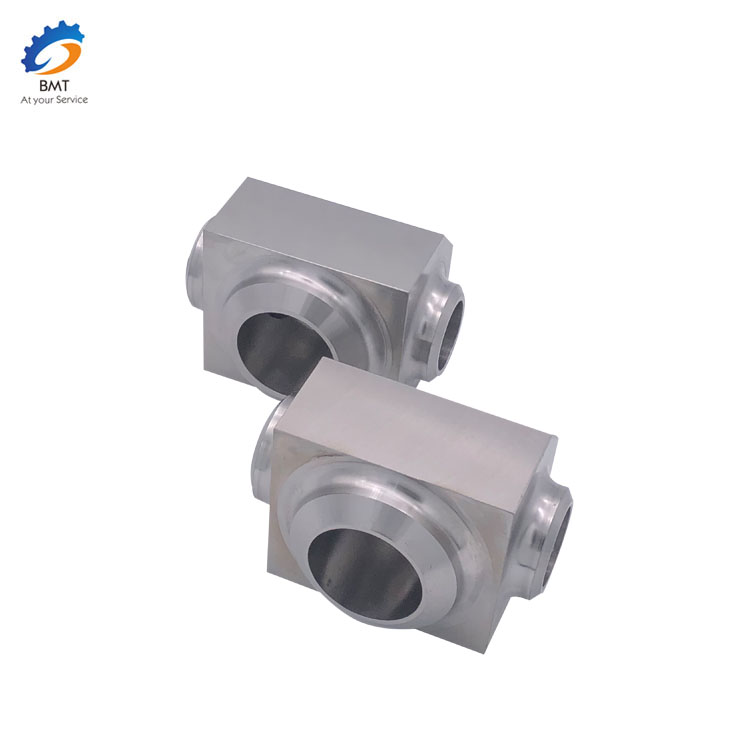
CNC Auto Piezen Fabrikatzaile Profesionala
BMT zehaztasun handiko mekanizazioan, piezen ez-estandarrak prozesatzen, CNC pieza soltean prozesatzen, zenbakizko kontrol autoen piezen prozesamenduan, loteen titanio aleazioa doitasun handiko piezen prozesatzen, ardatzaren piezen prozesamenduan, erdieroaleen ekipamenduen piezen prozesamenduan, etab., esperientzia aberatsa du, hornituta. CNC mekanizazio zentroarekin, CNC tornuekin, alanbre-mozketa, fresatzeko makina, artezteko makina, zizelkatua, hiru koordenatu neurtzeko tresna, altuera neurtzeko tresna eta doitasun handiko ekoizpen eta detekzio ekipamenduekin.

1. Prozesatzeko planoak aztertzea eta prozesatzeko prozesua zehaztea
Bezeroak emandako prozesatzeko marrazkien arabera, prozesuko langileek forma, dimentsioko zehaztasuna, gainazaleko zimurtasuna, piezaren materiala, hutsunearen mota eta piezen tratamendu termikoko egoera aztertu ditzakete eta, ondoren, makina-erreminta, erreminta hautatu eta kokapen-blokeatzea zehaztu dezakete. gailua, prozesatzeko metodoa, prozesatzeko sekuentzia eta ebaketa-dosiaren tamaina. Mekanizazio-prozesua zehazteko prozesuan, CNC makina-erremintaren aginte-funtzioa guztiz kontuan hartu behar da, makina-erremintaren eraginkortasunari erreproduzitu osoa eman, prozesatzeko ibilbidea zentzuzkoa izan dadin, labana denbora gutxiago eta prozesatzeko denbora laburra izan dadin.

2. Kalkulatu erremintaren ibilbidearen koordenatu-balioa arrazoiz
Mekanizazio-piezaren tamaina geometrikoaren eta programazio-koordenatu-sistemaren arabera, ebakitzailearen ibilbidearen zentroaren mugimendu-ibilbidea kalkulatzen da eta ebakitzailearen posizioaren datu guztiak lortzen dira. CNC sistema orokorrak interpolazio linealaren eta interpolazio zirkularraren funtzioa du, forma lauko piez nahiko sinpleetarako, hala nola lerroaren eta arkuaren sestraren mekanizazioaren zatiak, hasierako eta amaierako elementu geometrikoak soilik kalkulatu behar dira, zirkuluaren arku zirkularra ( edo arku zirkularraren erradioa), bi elementu geometrikoen ebakidura-puntu edo puntu ukitzailea koordenatu-balioak. nc sistemak erremintaren konpentsazio funtzioa ez badu, erremintaren zentroaren ibilbidearen koordenatuen balioa kalkulatu behar da. Forma konplexua duten piezetarako (adibidez, zirkulua ez den kurbaz eta gainazalez osatutako piezetan), beharrezkoa da lerro zuzenaren segmentua (edo arku-segmentua) erabiltzea benetako kurba edo azalera hurbiltzeko eta haren koordenatu-balioa kalkulatzeko. nodoak eskatutako mekanizazio-zehaztasunaren arabera.
3. Idatzi piezen CNC mekanizazio programa
Erremintaren ibilbidearen datuak eta prozesuaren parametroak kalkulatzeko labana-ibilbidearen zatien arabera eta ekintza osagarriak zehaztu dira, programazioko langileak jarraibide funtzionaletan eta programaren formatuan ezarritako NUMERIKO kontrol sistemaren erabileraren arabera egon daitezke, atalez. atala prozesatzeko programaren zatiak idazteko. Arreta jarri behar da: lehenik eta behin, programaren idazketaren estandarizazioa adierazteko eta komunikatzeko erraza izan behar da; Bigarrenik, CNC makina-erremintaren errendimendua eta argibideak erabiltzean, ezagutza osoa oinarri hartuta, trebetasunen erabileraren instrukzioa, programazio trebetasunak.






